Maktek
G0,G1,G2,G3 HAREKET KOMUTLARI:
G0 komutu, tezgahın maksimum hızda hareket etmesini sağlar. Rapid Hareket.
G1 komutu, tezgaha verilen ilerleme hızı doğrultusunda kesici takımın kontrollü bir şekilde hareket etmesini sağlar. Kesme Hareketi.
G2/G3 komutu, tezgahın kesme pozisyonunda saat ibresi (CW) ya da saat ibresi tersi (CCW) yönünde dairesel veya helisel biçimde hareket etmesini sağlar. Kesme Hareketi.
G4 KOMUTU:
G4 komutu, aktif programın belirlediğimiz süre (P=milisaniye veya X=saniye) kadar bekletilmesini sağlar.
G4 P__. (Program milisaniye (P) cinsinden süreyle bekletilir)
G4 X__. (Program saniye (X) cinsinden süreyle bekletilir)
G5.1 KOMUTU:
G5.1 komutu, tezgahın yüksek hassasiyette işlem yapmasını sağlar. Fakat bu komut dairesel hareketlerde tezgahın ilerleme hızını düşürür. İşlemin kaba mı yoksa ince mi olduğu (R) belirtilmelidir. R, 1’den 10’a kadar değer alır. Q1 komutu aktif eder, Q0 deaktif eder.
G5.1 Q1. R1. (Kaba işlem)
G5.1 Q1. R5. (Yarı ince işlem)
G5.1 Q1. R10. (İnce işlem)
G5.1 Q0. (G5.1 komutu deaktif olur)
G10 KOMUTU:
G10 komutu, iş ofsetlerini (L2), takım boyu ofsetlerini (L10), takım yarıçapı ofsetlerini (L12), takım boyu aşınma ofsetlerini (L11) ve takım yarıçapı aşınma ofsetlerini (L13) ayarlamak için kullanılır.
G90(G91) G10 L2. P__. X__. Y__. Z__. (İş parçası ofsetleme (L2) şablonudur)
G90(G91) G10 L__. P__. R__. (Takım boyu, yarıçapı, boy aşınma, yarıçap aşınma ofsetleme şablonudur)
Örnekler:
-G90 G10 L2. P1. X-250. Y300. (G54 koordinat merkezine göre iş parçası ofseti X ekseninde -250, Y ekseninde +300 pozisyonundadır)
-G91 G10 L10. P5. R0.8 (5. takımın, takım boyu ofseti 0,8mm arttırılır)
-G91 G10 L11. P2. R0.1 (2. takımın, takım boyu aşınma ofseti 0,1mm arttırılır)
-G91 G10 L12. P4. R0.2 (4. takımın, takım yarıçap ofseti 0,2mm arttırılır)
-G91 G10 L13. P3. R0.5 (3. takımın, takım yarıçap aşınma ofseti 0,5mm arttırılır)
G12.1/G13.1/G121 KOMUTLARI:
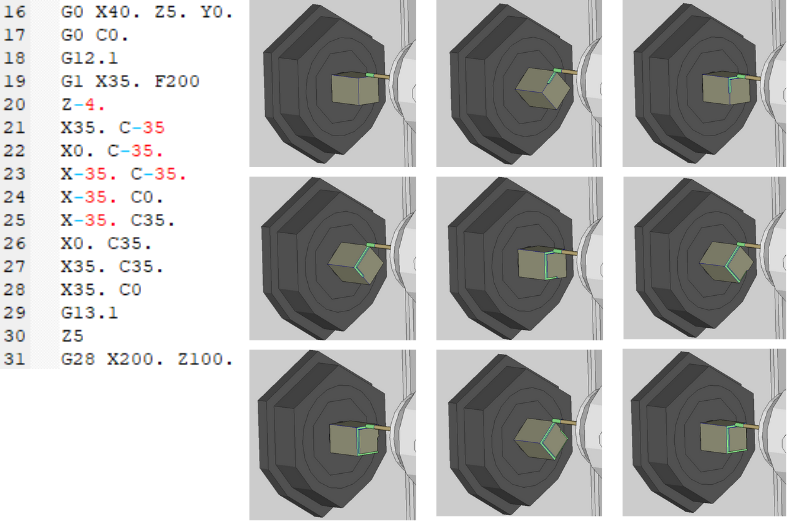
G12.1 komutu, polar koordinat sistemine geçmek için kullanılır. G13.1 komutu kullanılarak G12.1 komutu pasif hale gelmiş olur. G121 komutu, G12.1 komutu yerine kullanılır.
Koordinat sistemine göre parçanın kodları yazılır. Polar koordinatta Y ekseni, C ekseni olarak atanmış olur ve parça Y ekseninde hareket ederken, orantılı bir şekilde C ekseninde de hareket eder.
Örnek:
G17/G18/G19 KOMUTLARI:
Aktif düzlemi seçmek için kullanılır.
G17 komutu, XY işleme düzlemini seçer.
G18 komutu, XZ işleme düzlemini seçer.
G19 komutu, YZ işleme düzlemini seçer.
Aktif düzlem; dairesel, helisel hareketlerin, çap telafileri hareketlerin ve delik döngülerinin hatasız çalışması için doğru ayarlanmış olmalıdır. Genel olarak, freze operasyonlarında G17 (XY) düzlemi, torna operasyonlarında G18(XZ) düzlemi, torna modunda delik operasyonlarında G17(XY) düzlemi ve freze-torna tezgahlarında takımın X eksen doğrultusunda olduğu freze operasyonlarında G19(YZ) düzlemi aktif edilmiş olmalıdır.
G20/G21 KOMUTLARI:
*G20 komutu, makinenin uzunluk birimini inç olarak ayarlar.
*G21 komutu, makinenin uzunluk birimini milimetre (mm) olarak ayarlar.
G28/G30 KOMUTLARI:
*G28 komutu, kesici takımın makinenin referans konumuna hızlı bir şekilde dönmesini sağlar. Makine referans (home) noktasına gidiş komutu olarak da adlandırılır.
*G30 komutu, G28 ile aynı amaçta kullanılır. Aralarındaki fark, G30 komutunun, kesici takımı G28 ile belirlenen makine referans (home) noktası yerine, farklı bir referans noktasına göndermesidir.
G28 ve G30 komutları G90(mutlak) ve G91(artımsal) modda kullanılabilir. Ayrıca bu komutlarla beraber X,Y ve Z eksenleri (mutlak konum eksenleri) yerine U,V,W eksenleri (artımsal konumlama eksenleri) kullanılabilir.
Örnekler:
Örnek1: G90 G28 X100. Y100. Z50. (Tezgah önce satırda belirtilen X,Y ve Z konumuna gider ve sonrasında makine konumuna gider)
Örnek2: G28 U0. W0. (Tezgah makine konumuna gider)
Örnek3: G91 G28 X100. Y100. Z50. (Tezgah bulunduğu pozisyondan X ekseninde +100, Y ekseninde +100, Z ekseninde +50 ötelenerek hareket eder. Sonrasında makine konumuna gider)
Örnek4: G90 G30 X200. Y100. Z100. (Tezgah önce satırda belirtilen X,Y ve Z konumuna gider ve sonrasında G30 komutu için belirlenmiş makina referans noktasına gider)
Örnek5: G30 U0. W0. (Tezgah, G30 komutu için belirlenmiş makina referans noktasına gider)
Örnek6: G91 G30 X200. Y100. Z100. (Tezgah bulunduğu pozisyondan X ekseninde +200, Y ekseninde +100, Z ekseninde +100 ötelenerek hareket eder. Sonrasında, G30 komutu için belirlenmiş makina referans noktasına gider)
G41/G42/G40 KOMUTLARI:
*G41 komutu, kesici takımın takım yolunda hareket ettiği yöne göre takımın yarıçapı kadar sola kaymasını sağlar.
*G42 komutu, kesici takımın takım yolunda hareket ettiği yöne göre takımın yarıçapı kadar sağa kaymasını sağlar.
*G40 komutu, G41 ve G42 komutlarını iptal eder. Yani, kesici takımın orta noktasının takım yolunun üstünde olmasını sağlar.
G43/G49 KOMUTLARI:
G43 komutu, freze tezgahlarında kesici takım boyunu bağlama referans noktasına (iş mili taban uç noktası) eklemenize ve takım ucuna göre kod yazmanıza olanak tanır. G49 komutu kullanılarak G43 komutu etkisiz hale getirilmiş olur.
Örnekler:
Örnek1:
G43 H5 (5 numaralı kesici takımın boyu, bağlama referans noktasına (iş mili taban uç noktasına) eklenir)
G49 (G43 komutu etkisiz hale getirilir)
Örnek2:
G43 Z0.1 H2 (2 numaralı kesici takım boyu, iş mili tabanı uç noktasına eklenmiş halde tezgah Z0.1 noktasına hareket eder)
G49 (G43 komutu etkisiz hale getirilir)
G43.4/G49 KOMUTLARI:
G43.4 komutu, çok eksenli freze tezgahlarında gerçekleştirilen simultane operasyonlarda, takım uç noktasına göre NC program oluşturulmasını sağlar. Bu komut aktif edildiğinde, döner eksenlerin dönüşünden bağımsız olarak her zaman parçaya göre hareketler tanımlanabilir. Ayrıca bu komut aktif olduğunda, tezgah döner eksenler dönse bile takım uç noktasını parçaya göre sabit konumda tutar.
Bu komutta aktif kullanılan takım numarası takım boy ofsetini aktif etmek için, H komutu G43.4 komutunun yanına yazılmalıdır. G49 komutu kullanılarak G43.4 komutu etkisiz hale getirilmiş olur.
G1 G43.4 X__. Y__. Z__. H__ F__ (G43.4 komutu genellikle bu şablonda kullanılır)
G43.4 H__. (Bu şablonda da kullanılabilir)
Örnekler:
-G1 G43.4 Z1. H2. F600. (G43.4 aktif hale getirildi)
G49 (G43.4 komutu etkisiz hale getirildi)
-G43.4 H1 (G43.4 aktif hale getirildi)
G49 (G43.4 komutu etkisiz hale getirildi)
G68.2/53.1 KOMUTU:
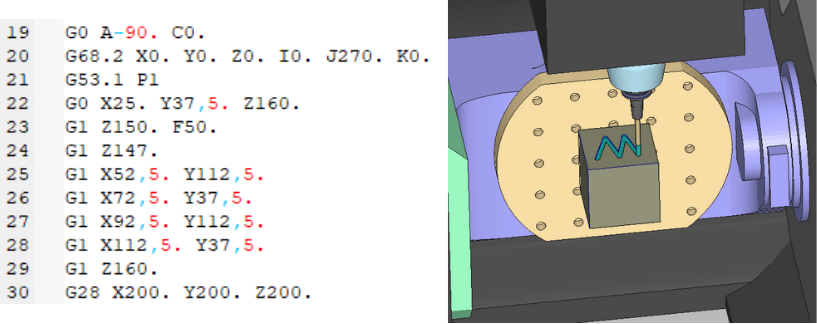
*G68.2 komutu, çok eksenli freze tezgahlarında iş parçası üzerinde eğik çalışma düzlemi tanımlamak için kullanılır. Eğer parçanın herhangi bir düzleminde işlem yapılacaksa, tezgahın kafasının veya tablasının hangi eksenlerde ne kadar dönme hareketi yapacağı G68.2 komutu ile belirtilir. Parçanın döndürüleceği noktanın konumu (X,Y,Z) girilir. Parçanın döndürüleceği yönü ve açısı (I,J,K) girilir. Örneğin, parçanın Z ekseni etrafında kaç derece döndürüleceği K parametresi ile tanımlanır. G69 komutu kullanılarak G68.2 komutu etkisiz hale getirilmiş olur.
G68.2 X__. Y__. Z__. I__. J__. K__. (G68.2 komutu genellikle bu şablonda kullanılır)
G69
*G53.1 komutu, çok eksenli tezgahlarda düzlemi G68.2 komutu ile verilen açılara çevirir. Bu nedenle G53.1 komutunu tanımlamadan önce G68.2 ile düzlem dönüş açıları tanımlanmış olmalıdır. Sonrasında da G53.1 komutu ile G68.2’deki dönmüş açılara göre tezgah döner eksenleri döndürülür ve döner eksenlerin dönüş açılarına göre dinamik ofset hesaplamaları yapılır. Yani döner eksen tablada ise, G53.1 komutu tabla dönüşü sonrası iş parçasının konumunu (G54 vb.) hesaplar, ya da döner eksen kafada ise, kafa dönüşü sonrası döner eksen pivot boyunu hesaba katar ve takımın pozisyonunu hesaplar.
Örnek:
G54 İLE G59 ARASINDAKİ KOMUTLAR:
G54 ile G59 arasındaki komutlar, iş parçasının CNC tabla üzerindeki konumunu tanımlamak için kullanılır. İş ofset numarası, iş ofset merkezi gibi isimler verilir.
G61/G64 KOMUTLARI:
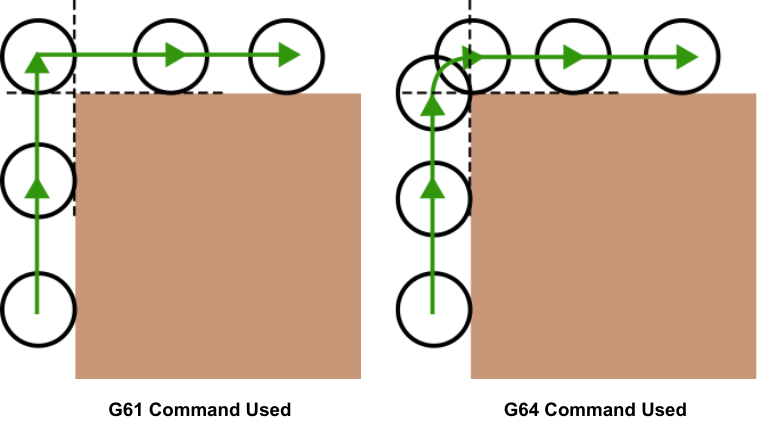
*G61,G64 komutları, kesici takımın ilerleme hızını ayarlar ve takım yolunda kesme konumunu sabit tutar.
G61 komutu aktif olduğunda, makine keskin lineer eksen dönüşleri olduğunda, keskin köşe noktasının sonuna kadar gider, ve diğer eksendeki harekete sonra başlar. Bu durumda keskin köşelerde parça üstünde iz kalabilir.
*G64 komutu aktif olduğunda, makine keskin lineer eksen dönüşleri olduğunda, keskin köşede küçük bir radius oluşturarak hareketin durmasını engeller, kesintisiz olarak hareketin yapılmasını sağlar.
Örnekler:
G65/M99 KOMUTU:
G65 komutu, alt program çağırma işlemini sağlar. P komutunun yanına gerekli alt programın numarası yazılır. Sonrasında alt program çağrılmış olur.
G65 P__. (G65 komutu genellikle bu şablonda kullanılır)
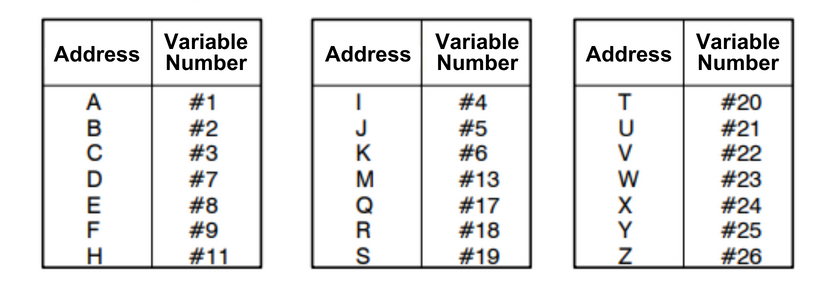
G65 komutunun yanında tanımlanan harfler ile alt programdaki belirtilen değişkenlere değer ataması yapılmış olur.
M99 çağrılan alt programı sonlandıran komuttur, M99 komutu aktif olunca, alt programı çağıran ana program tekrar aktif olur. Ana program alt programı çağıran G65 satırından itibaren kaldığı yerden çalışmaya devam eder.
Örnek:
Ana Program:
G65 P1234. A15 D26 (1234 numaralı makro programı çağrılır ve alt program içerisinde #1=15 , #7=26 yapılır)
G90
Alt Program:
O1234
G0 X#1 Y#7 (X ekseninde +15, Y ekseninde +26 pozisyonuna gider)
M99
G81/G82 DELİK DÖNGÜSÜ KOMUTLARI:
G81,G82 komutları, freze tezgahlarında delik delme işlemi için kullanılır. G81 ve G82 komutların içine takımın emniyet mesafesi (R) ve ilerleme hızı (F) yazılmalıdır. Aralarındaki fark, G82 komutunda kesici takım deliğin en alt noktasında verilen süre kadar (P) bekler ve delik delme işlemi tekrarlanma durumuna girerse tekrar sayısı (K) yazılmalıdır.
Bu komutların başına G98 komutu kullanıldığında işlem sonunda takım başlangıç noktasına geri döner. G99 komutu kullanıldığında takım R mesafesine geri döner.
G81 X__. Y__. Z__. R__. F__.
G82 X__. Y__. Z__. R__. P__. F__. K__.
Örnekler:
Örnek 1:
G81 X40. Y60. Z-10. R2. F300.
(X ekseninde +40, Y ekseninde +60 pozisyonunda parça yüzeyinden 2mm yaklaşma mesafesinde durur ve parça yüzeyinden itibaren 10mm derinliğinde 300mm/dk ilerleme hızıyla delme işlemi yapar)
Örnek 2:
G99
G82 X20. Y40. Z-20. R5. P2. F300.
(X ekseninde +20, Y ekseninde +40 pozisyonunda parça yüzeyinden 5mm yaklaşma mesafesinde durur ve parça yüzeyinden itibaren 20mm derinliğinde 300mm/dk ilerleme hızıyla delme işlemi yapar. Deliğin en alt noktasında 2 saniye durur. Takım R ile belirtilen noktaya geri döner)
G73/G83 GAGALAMALI DELİK DÖNGÜSÜ KOMUTLARI:
G73,G83 komutları, freze tezgahlarında gagalama yöntemiyle delik delmeyi sağlar. G73 komutunda geri çekilme referans noktası matkabın ucudur. G83 komutu geri çekilme mesafesi (R) parçanın yüzeyidir. G83 komutu ile delik delme işlemi sonunda takım, deliğin en alt kısmında verilen süre kadar (P) kalır. Gagalama mesafesi (Q) ve ilerleme hızı (F) komutların içine yazılmalıdır.
G73 X__. Y__. Z__. R__. Q__. F__.
G83 X__. Y__. Z__. R__. P__. Q__. F__.
Örnekler:
Örnek 1:
G73 X5. Y10. Z-40. R1. Q2. F200.
(X ekseninde +5, Y ekseninde +10 pozisyonunda 40mm derinliğine ulaşana kadar her 2mm’de bir -Z ekseninde talaş alır ve her talaş aldığında 1mm olduğu yerden +Z ekseninde ilerler, 200mm/dk ilerleme hızıyla gagalama işlemi yapar)
Örnek 2:
G98
G83 X50. Y40. Z-70. R2. P1. Q3. F500.
( X ekseninde +50, Y ekseninde +40 pozisyonunda 70mm derinliğine ulaşana kadar her 3mm’de bir -Z ekseninde talaş alır ve her talaş aldığında parça yüzeyinden 1mm +Z ekseninde ilerler, 500mm/dk ilerleme hızıyla gagalama işlemi yapar. 70mm derinliğine geldiğinde olduğu yerde 1 saniye durur. Takım başlangıç noktasına geri döner.)
G84 KILAVUZ DÖNGÜSÜ KOMUTU:
G84 komutu, kılavuz çekme işlemini yapar. Bu komutla saat ibresi yönünde belirlenen ilerleme değerinde kılavuz çekilir. Başta M29 komutu ile kılavuz çekme özelliği açılır ve devir (S) yazılır. Takım, delik koordinatlarına (X,Y eksenleri) gönderilir. Diş derinliği (Z ekseni) ve takımın duracağı emniyet mesafesi (R) yazılır. Deliğin en alt noktasında verilen süre kadar (P) bekler. S/F oranı diş adımını belirler. Yapılan hesaplamalara göre ilerleme hızı (F) verilir. Eğer ki delik delme işlemi tekrarlanma durumuna girerse tekrar sayısı (K) yazılmalıdır.
M29 S__.
G84 X__. Y__. Z__. R__. P__. F__. K__. (G84 komutu bu şablonda kullanılır)
Örnek:
G99
M29 S500.
G84 X50. Y40. Z-15. R5. P3. F250.
(X ekseninde +50, Y ekseninde +40 pozisyonunda parça yüzeyinden 5mm yaklaşma mesafesinde durur ve parça yüzeyinden itibaren 15mm derinliğinde 250mm/dk ilerleme hızıyla kılavuz çekme işlemi yapar. Diş adımı S/F oranından 2 olarak bulunur. Deliğin en alt noktasında 3 saniye durur. Takım R mesafesine geri döner)
G85 RAYBALAMA KOMUTU:
G85 komutu, freze tezgahlarında delik büyütme, yavaş delik delme ve raybalama işlemlerinin yapılmasını sağlar. Komutun içine takımın emniyet mesafesi (R) ve ilerleme hızı (F) yazılmalıdır. Eğer ki delik delme işlemi tekrarlanma durumuna girerse tekrar sayısı (K) yazılmalıdır.
G85 X__. Y__. Z__. R__. F__. K__. (G85 komutu bu şablonda kullanılır)
Örnek:
G99
G85 X20. Y30. Z-30. R10. F100.
(X ekseninde +20, Y ekseninde +30 pozisyonunda parça yüzeyinden 10mm yaklaşma mesafesinde durur ve parça yüzeyinden itibaren 30mm derinliğinde 100mm/dk ilerleme hızıyla delik delme işlemi yapar. Takım R mesafesine geri döner)
G90/G91 KOMUTLARI:
*G90 komutu, mutlak programlama olarak tanımlanmaktadır. Diğer bir deyişle bütün hareket noktaları aktif bir merkeze göre, yani iş offset merkezine göre (G54,G55 vb.) ya da G53 (makina referans merkezine göre) tanımlanır. Kesici takımı, bulunduğu noktadan farklı bir noktaya göndermek için gideceği noktanın koordinatlarını yazmak yeterlidir.
*G91 komutu, artımsal programlama olarak tanımlanmaktadır. Kesici takımı bulunduğu noktadan farklı bir noktaya göndermek için iki nokta arasındaki uzaklık farkı yazılmalıdır.
G33/G32 DİŞ AÇMA DÖNGÜSÜ KOMUTLARI:
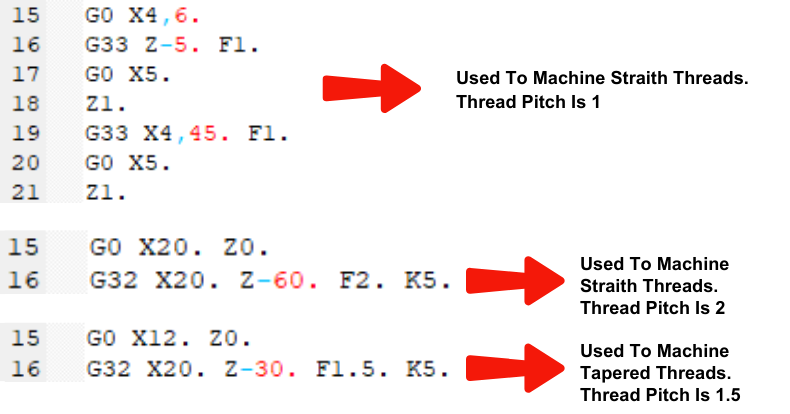
G33,G32 komutları, torna tezgahlarında diş açmayı sağlar. G32 komutu, düz ve konik dişli, G33 komutu ise düz dişli yapımında rol oynar. İlerleme hızı (F) komutların içine yazılmalıdır.
G32 X__. Z__. F__.
G33 Z__. F__.
Örnekler:
G94/G95 KOMUTLARI:
*G94 komutu, ilerleme değerini mm/dakika olarak tanımlar.
*G95 komutu, ilerleme değerini inc/devir olarak tanımlar.
G96/G97 KOMUTLARI:
*G96 komutunda kesme hızı sabit, iş mili devri değişkendir
*G97 komutunda iş mili devri sabit, kesme hızı değişkendir.
Freze operasyonlarında G97 komutu kullanılır, torna operasyonlarında G96/G97 ikisinden biri kullanılır.
G98/G99 KOMUTLARI:
*G98 komutu, freze tezgahında delik çevrimi sonunda takımı emniyet mesafesine (Z) göndermeyi sağlar.
*G99 komutu, freze tezgahında delik çevrimi sonunda takımı başlangıç noktasına göndermeyi sağlar.
DİP NOT:
G98/G99 komutları f
reze-torna tezgahlarında
G94/G95 komutları gibi de çalışır.
M0/M1 KOMUTLARI:
*M0 komutu, çalışan bir programın geçici olarak durdurulmasını sağlar.
*M1 komutu, isteğe bağlı durdurma anahtarı açıksa, çalışan bir programın geçici olarak durdurulmasını sağlar.
M2/M30 KOMUTLARI:
*M2 komutu, programı bitirir. Programın başına geri dönmek için ‘RESET’ tuşuna basılması gereklidir.
*M30 komutu, programı bitirir ve programın kendini tekrar etmesini sağlar.
M3/M4/M5 KOMUTLARI:
M3 komutu, tezgah milinin saat yönü etrafında dönmesini sağlar.
S__. M3 (M3 komutu bu şablonda kullanılır)
M4 komutu, tezgah milinin saat yönü tersine dönmesini sağlar.
S__. M4 (M4 komutu bu şablonda kullanılır)
M5 komutu, tezgah milini durdurmayı sağlar.
Örnekler:
-S500. M3 (Tezgah mili, 500 devir/dakika hızıyla saat yönünde dönmeye başlar)
-S800. M4 (Tezgah mili, 800 devir/dakika hızıyla saat yönü tersine dönmeye başlar)
T/M6 KOMUTLARI:
T komutu, takım hazırlama veya değiştirme işlemlerinin yapılmasında kullanılır.
M6 komutu, takım magazini bulunan tezgahlarda, magazinden iş miline takımı otomatik çağırmak için kullanılır.
Takım magazini bulunan tezgahlarda, T komutu (M6 kodu olmadan) tek başına basıldığında, takım hazırlama komutu olarak kullanılır. Sonraki satırlarda M6 geldiğinde hazırlanan bu takım iş miline çağrılmış olur.
Magazini bulunmayan tezgahlarda (taretli freze-torna tezgahları gibi) M6 komutu kullanılmaz. T komutu aktif edildiğinde taret dönerek çağrılan takımı aktif takım konumuna getirir.
Örnekler:
Magazinli tezgah için:
T5 M6 (Tezgah 5 numaralı takımı çağırır)
T6 (Tezgah 6 numaralı takımı hazırlar)
Taretli (Magazinsiz) tezgah için:
T0709 (Tezgah 7 numaralı takımı çağırır ve 9 numaralı ofseti aktif eder)
M8/M9 KOMUTLARI:
*M8 komutu tezgahın soğutma sıvısını etkinleştirir.
*M9 komutu tezgahın soğutma sıvısını pasifleştirir.
M98/M99 KOMUTLARI:
M98 komutu, bir alt programı çağırır. P komutunun başına yazılan sayı, programın kaç kez tekrarlanacağını belirtir. M99 komutu ile etkinleştirilen alt program sona erer ve tezgah önceki programa devam eder.
M98 P__.
M99
Örnek:
M98 P56000. (5 defa tekrarlanacak 6000 numaralı alt programı çağırır)
M99 (Alt program sona erer ve bir önceki programa geçiş yapılır)

